Foreining for fremje av skottbenken, strykebenken og rettbenken
Skribent: Roald Renmælmo
Snikkar med fokus på handverkstradisjon og handverktøy. Universitetslektor og PhD stipendiat på NTNU i Trondheim. Eg underviser på tradisjonelt bygghandverk og teknisk bygningsvern og restaurering.
I samband med snikring kjenner eg skottbenken som ei innretning som vert brukt i samband med at ein skal skyte kant på bord. Nokre båtbyggarar, særleg i Trøndelag, brukar nemninga skottbenk om ein arbeidsbenk som minner meir om det som snikkarane kallar ein høvelbenk. Benken kan minne om høvelbenken frå Helberg i Bardu som eg tidlegare har skrive om på høvelbenkbloggen. Korleis kan det ha seg at han minner om ein høvelbenk men vert kalla skottbenk?
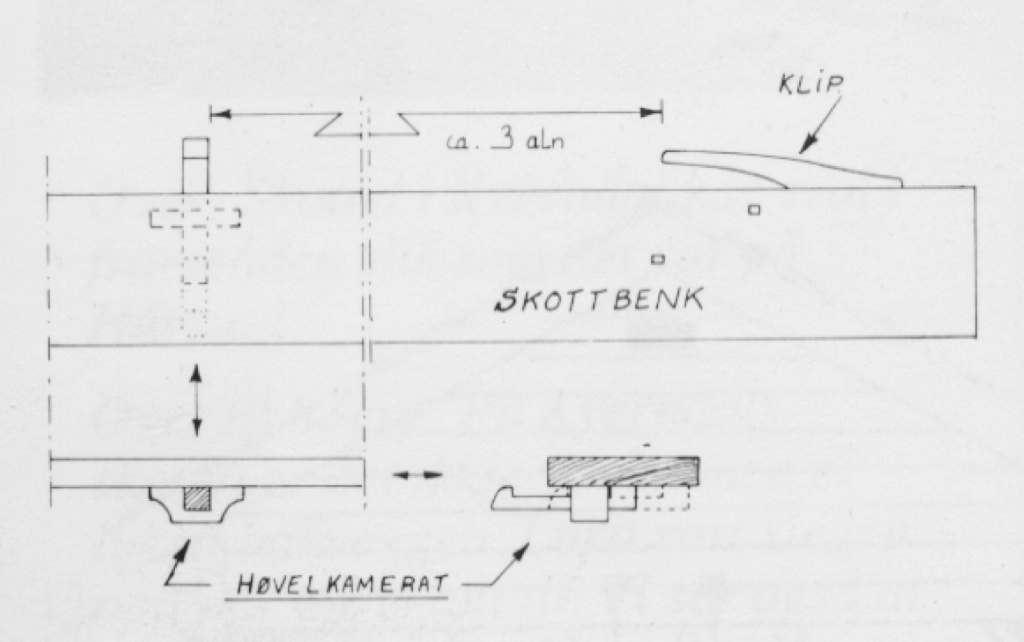
I samband med arbeidet for å dokumentere båtbyggingstradisjonen til Johan Hårstad i Åfjord kom det fram informasjon om skottbenk. Teikninga minner meir om ein høvelbenk av same type som den frå Helberg i Bardu. Teikning frå boka om Åfjordsbåten, byggeteknikk og måledata. (Eldjarn og Godal 1988)
Båtbyggarane driv også og skyt borda på kant. “Skottbenken” har også ei klype (klip) på sida som saman med ein “høvelkamerat” høver for å feste bord på høgkant. Slik sett kan ein seie at ein brukar benken til å skyte og at første delen av namnet: -skott, er av verbet: -å skyte. Nemninga kan såleis ha kome til på same måte som den skottbenken vi kjenner. Likevel er det særleg til å høvle flask båtbyggaren brukar skottbenken sin, kanskje i like stor grad som snikkaren høvlar flask på høvelbenken. Korfor vert han ikkje kalla høvelbenk slik som snikkaren sin høvelbenk?
I samband med arbeidet med kartlegging av båtbyggjartradisjonen i Åfjord vart Johan Hårstad spurt ut om verkstadane dei nytta til båtbygginga. Desse vert i Åfjorden kalla for “båtskott”. Her kjem altså ordet “skott” att som andre ledd i nemninga. Skott som nemning for små hus eller små tilbygg til andre hus er vanleg mange stadar i landet. Vedskott er døme på ei slik vanleg nemning i Målselv. Tilsvarande andre stader er fjøsskot, løeskot og selsskot. (Norsk Ordbok, skot) Sidan “skottbenken” det er snakk om i Åfjord står-, og vert bruka, i eit båtskott kan eg tenkje meg at første ledd av nemninga -skott, kan kome frå den samanhengen. Då treng ikkje nemninga ha samband med verbet – å skyte. Det er altså ein anna slags skottbenk enn vi brukar til å skyte bein golvbord og liknande. Orda vert skrive likt og vert brukt i ein likearta samanheng men har truleg fått nemningane sine på ulike vis og såleis er ikkje “skottbenk” det same som skottbenk. Eg slår meg til ro med at det er fleire ulike typar benkar som kan kallast skottbenk men at båtbyggarversjonen frå Åfjord har fått namnet sitt av at han er plassert i eit båtskott.
Rekonstruksjon av eit båtskott med to skottbenkar, ein på kvar langvegg. Rekonstruksjonen bygger på mål frå Kverndals-skottet i Åfjord og munnlege utsegn frå Johan Hårstad. Teikning frå boka om Åfjordsbåten, byggeteknikk og måledata. (Eldjarn og Godal 1988)
Etter kalenderen skulle det nærme seg vår på denne tida. Han har late vente på seg, men i dag har han dukka opp med sol og temperatur på opp mot 20 grader. Det har gjort solid innhogg på snøen her i låglandet. Istindan, fjella på biletet er framleis heilt snødekte og snøen ligg langt ned i skogen. Dette er utsikta frå snikkarverkstaden min her på Lyngstad. Foto: Roald Renmælmo
Skottbenken er ikkje sesongavhengig så lenge ein kan halde på å arbeide innandørs. Derimot er det ein del lettare å leite fram material i stablane når dei ikkje er dekka av snø og ein må grynne i djup snø med borda. Den første ordentlige vårdagen som vi har hatt i dag har gjort arbeidet med å leite fram golvbord mykje lettare. Eg skal til med å høvle eit golv på omlag 30 kvadratmeter som eg skal legge i eit rom som eg seinare skal innreie til den nye verkstaden min. Eg kunne godt lagt bord i heile lengder sidan det ikkje er lengre enn at eg kan høvle borda på ein skottbenk med langbord på 5,8 meter. Likevel har eg bestemt meg for å dele golvet med ein flakskøyt omlag midt på. Eine bordlengda vert omlag 4 alen og den andre 5 alen. Dei kortaste borda skal eg høvle av 5/4″ bord som er saga på sirkelsag og kanta med rot/topp avsmaling. Dei lengste borda skal eg høvle av bord som er saga på oppgangssag som gjennomskur, altså ukanta bord, på 5/4″ tjukne. Golvborda skal høvlast på flasken med dei nyaste okshøvlane og pløyast med golvplogane som eg har laga tidlegare i vår. Eg vil presentere arbeidet her på bloggen etterkvart som det skrir fram.
Emna til golvbord har lege ein vinter i ein liggande bordstabel som er strølagt og overdekt med bølgeblikk. Legg merke til underlaget som sørgjer for god lufting under materialen. Det er viktig at det ligg stabilt og er heilt beint, ellers vert borda vinde og krokete etter tørking. Foto: Roald Renmælmo
Eg er som regel med og sagar min eige material av tømmer som eg sjølv har plukka ut. Denne materialen er saga på sirkelsaga til Guttorm Lamo i Målselv og furutømmeret er hogd på Alapmoen. Eg stablar materialen med det same eg kjem frå saga, helst same dag. Nyskoren material er særleg utsett for fargesopp (blåmann) om han ikkje får rask tørk. Eg stablar materialen i ca. 70-80 cm breie stablar, har ein tomme med luft sidevegs mellom kvart bord og legg ⅞» tjukke tørre strø mellom kvar flo med bord. Når materialen er tørka ned under 20 % fuktinnhald så er det ikkje lengre fare for blåmann. Blåmann er avhengig av temperatur så faren er størst på varmaste sommaren. Etter ein vinter med slik lagring er gjerne materialen tørka ned mot 12-14% og er høveltørr. Det kallar vi vértørka. Snikkarmaterial og golvbord vil eg gjerne ha tørka ytterligare ned. Då må eg ta dei inn i huset og tørke dei innadørs. Dette kallast for eldtørking. At huset er varmare inne enn ute gjer at det blir tørrare. Eg varmar opp huset mitt med vedfyring, eg har ein vedfyrt masseomn som varmekjelde. Her får eg brent opp alt av kappendar og øksespon og vert såleis kvitt dette og får varme på kjøpet. Eit alternativ kunne vore å få tørka material i ei materialtørke. Slik material har vist seg å vere vanskeleg å høvle med handhøvlar. Vi har hatt litt skriving om det i ein bloggpost på systerbloggen vår, Høvelbenkbloggen.
Material som er vértørka kan leggast saman utan strø om han ligg under tak, helst innomhus. Her er ein stabel som står utandørs men med solid overtekking. Materialen her har først lege ein vinter strølagt og så lege på denne måten ein vinter. Eg legg noko strø, for kvar 5-6. flo, for at stabelen skal bli meir stødig. Her er det lite luft under bordstabelen men nederst er det lagt to floer med gamal rivingsmaterial som vern for dei nedste borda. Foto: Roald Renmælmo
Eg sorterer ut bord som høver til golvbord. Dei ulike sorteringane er til golvbord, kledingsbord og takbord. Golvborda treng ikkje å ha særleg mykje alved så desse borda plukkar eg ut til dette. Foto: Roald Renmælmo
Eg målte fukt i materialen både utvendig i stabelen og midt inne i stabelen med det same eg kom til. Fukta låg på omlag 12% både ute og inne. Geitveden var nærare 13% medan alveden kunne ligge litt under 12%. Foto: Roald Renmælmo
Ei spisstennt grindsag med grov tanning, 5 tpi, høver godt for grovkapping av slike bord. Ein boksvinkel er greitt å ha for å streke med. Målelekta ligg klar. Foto: Roald Renmælmo
Eg laga meg ei målelekt med lengdemålet på golvborda og kappa dei med omlag 1″ overmål på lengda. Foto: Roald Renmælmo
Når dei 22 stk borda var ferdig kappa har eg strølagt dei innomhus for eldtørking. Eg vil tørke dei ned mot 7-8 % fukt før høvling. Dette for at det ikkje skal bli for store gliper mellom golvborda etter at golvet er lagt. I tillegg kuvar borda seg under tørking. Eg vil helst ha dei så tørre som mogleg før eg høvlar dei flate med slettoksen. Høvlar eg dei medan dei held 12% fukt så vil dei kuve seg i golvet. Eg vil måle fukta i tida framover for så kor fort dei tørkar. No held dei 12% fukt. Dei er lagt med omlag 6″ avstand frå veggen. Foto: Roald Renmælmo
Seinare vil eg leite fram oppgangssaga material til resten av golvet. Til høvlinga vil eg bruke tre ulike benkar og to ulike skottbenkar for å kunne samanlikne litt undervegs i arbeidet.
Tjære har vore vanleg til overflatebehandling av treverk utandørs. I nyare tid har det vore mest til stavkyrkjene og til trebåtar ein har brukt tjære. Tidlegare var tjære noko som ein måtte ha på ein normalt utstyrt gard for å smørje det meste av reiskap av treverk som vart brukt utandørs. Eg har ikkje belegg for å hevde at det har vore utbreidd å bruke tjære på høvlar og anna snikkarverktøy. Eg har ikkje funne skriftlege kjelder som tyder på det, ei heller tradisjonsberarar som har snakka om dette. Likevel har eg hatt lyst til å prøve å bruke tjære for å sjå korleis det blir i praktisk bruk. Farge og overflate på enkelte av dei gamle høvlane mine kan minne om treverk som er tjærebreidd.
Skottokse laga av Siv Holmin. Høvelen er laga i bjørk og er smurt inn med varm tjære som først var kokt omlag ein time. Tjæra var frå tjæremila til Sverre Opdahl i 2007. Høvelen var smurt med rein tjære. Det første året var overflata litt seig men heldt seg likevel nokså rein. No, etter 3 år, verkar overflata hard og sterk. Det verkar som det meste av farge ligg i fernissen og slitasjen får fram den lyse bjørka under. Forsøket viser at tjære kan fungere som overflatebehandling på høvlar. Resultatet kan minne om det ein ser på enkelte gamle høvlar. Foto: Roald Renmælmo
Tjære
Tjære kan ein produsere av mange ulike råstoff og på ulike måtar. Når eg snakkar om tjære så er det produsert i tjæremile med fururot som råmateriale. I Indre Troms har vi lange og sterke tradisjonar på produksjon av tjære. På 1930-talet var nok produksjonen på sitt største, det i ei tid kor det var lite produksjon elles i landet. Enda i dag er det fleire som brenner mile på tradisjonelt vis i området. Dei siste åra har det særleg vore UL Freidig, ungdomslaget i nedre Bardu som har vore aktive med sine tjæremiler. Desse milene er opparbeidd av medlemmane og brent som ei sosial hending som inkluderer heile bygda.
Tjæremila på Ala i nedre Bardu i 2012. Foto: Roald Renmælmo
Tjæremila på Ala i 2012. Mila vart brent i regi av UL Freidig. Foto: Roald Renmælmo
Tapping av tjære i nedre Bardu i 2012. Foto: Roald Renmælmo
Det har vore, og er framleis, tradisjonar i tjærebrenning i andre område i landsdelen. I 2007 var eg med og dokumenterte brenninga av ei tjæremile med Sverre Opdahl i Skoganvarre i Finnmark. Sverre brukte i stor grad nedfallsfuru som råstoff til mila men hadde også ein del større røter av særleg feit furu. Med på brenninga var Arne Graven frå Karasjok. Klikk på bileta for å vise dei større og med tekst. Bruk piltastane på tastaturet for å gå mellom bilete i visningsmodus.
Ein stubbe med god ved til tjærrabrenning. Denne er frå Målselv og er ikkje dei som Sverre Opdahl brukte. Slike gamle stubbar kan gjerne vere frå 50 -100 år gamle og all geiveden er råtna bort. Foto: Roald Renmælmo
Ein stubbe med god ved til tjærrabrenning. Denne er frå Målselv og er ikkje dei som Sverre Opdahl brukte. Foto: Roald Renmælmo
Sverre brukar kombinasjon av stammeved og røtter. Han er konsekvent på å berre bruke den feitaste alveden som er tung og metta av harpiks. Foto: Arne Graven
Hoggestabben og øksa som Sverre bruker til spiking av tjæreveden. Foto: Roald Renmælmo
Sverre Opdahl kløyver tjærraved til mila. Foto: Arne Graven
Sverre Opdahl hogger bort fausk, den råtne geitveden. Slik ved må ikkje kome med veden som skal inn i mila. Den vil trekke til seg tjære som så brenner opp. Foto: Arne Graven
Det er store mengder med ved som går med sjølv til ei relativt lita mile. Foto: Arne Graven
Tjæremila til Sverre sett forfra. Han har gravd ut for å lage forsenking for tappinga. Foto: Roald Renmælmo
Mila er ferdig lagt inn. Foto: Arne Graven
Tova ligger klar til pålegging ved sida av den ferdig ilagte mila. Sverre står klar i bakgrunnen. Foto: Roald Renmælmo
Tekkingstorva er hogd til og er lagt klar til bruk. Foto: Arne Graven
Sverre legger på den første rullen med torv. Foto: Roald Renmælmo
Sverre tenner på mila nederst. legg merke til at torva ligger klar i rullar på toppen så det skal gå raskt å rulle dei ned. Foto: Roald Renmælmo
Sverre har tent på mila langs foten. Det er omlag 50 cm mellom kvart punkt han har tent på. Foto: Roald Renmælmo
Sverre legger torv på sida av dei stadene som har tatt skikkeleg fyr. Han følger med at det begynnner å brenne under torvene. Foto: Roald Renmælmo
Det begynner å bli varmt nok på toppen men det skal helst flamme opp før det er klart for å legge på torv for å tette toppen. Foto: Roald Renmælmo
Det er god fyr i mila og alt er klart til tapping. Foto: Roald Renmælmo
Det begynner å kome tjære frå mila. Foto: Roald Renmælmo
Ein del av tova har brent opp og vi har lagt på litt torv på dei varmaste stadane. Foto: Roald Renmælmo
Sverre fekk omlag 200 liter tjære av denne mila som er rekna som ei lita mile etter gamal målestokk. Botn av mila har form som ei trakt der diameteren er ca 3,2 meter der ytterkanten av veden ligg. Senter ligg ca 1 meter djupare. Milebotn blir tekt med never og så ender traktforma i eit rør som samlar om tjærra. Når Sverre fyrer på veden rundt er det viktig å få jamn varme rundt heile og så dekke til med torv for å halde varmen inne og presse ut tjærra av veden. Det er harpiksen i veden som blir pressa ut og blir til tjære. Inger Marie Egenberg har arbeidd mykje med tjære og tjærebrenning og har skrive ein del om emnet for den som vil lese meir om dette. Rolf Bakkeslett har også dokumentert ei tjæremile som ble brent i Nordreisa i 1982.
Eg har tatt opp litt videofilm som viser sjølve brenninga av mila med Sverre Opdahl i 2007.
Eg har tilgang på tjære av ulike kvalitetar frå tjæremiler eg kjenner godt ved å sjølv ha vore med på brenninga. Slik sett har eg kontroll på råstoffet. Gjennom forsøk på 3 høvlar så langt har eg ikkje vorte overtydd om at tjære ikkje kan fungere. Overflate og farge kan likne på den som er på enkelte gamle høvlar. Det gjenstår å prøve ulike variantar av påføring av tjære på høvlane. Eg har berre prøvd rein tjære. Blanding av tjære, linolje og terpentin er ganske vanleg mellom dei som smør hytteveggane sine. Det gir meir inntrenging og lysare farge. Eg er ikkje sikker på at det er ønskeleg på høvlane? På den første skottbenken eg laga brukte eg ei slik blanding på krakkar og langbord. Det har fungert veldig bra.
For ferniss på høvlar er tynning med sprit også eit alternativ som kan prøvast. Eg trur ein viktig funksjon til fernissen er at den dannar ein film som både held overflata rein og bremsar fuktvandring og sørgjer for at høvelstokken vert meir stabil. Utfordringa med rein tjære er den lange tørketida. Også til bruk på stavkyrkjene er det viktig å få tjæra til å tørke og bli liggande utanpå materialen for å beskytte best mogleg. Arbeidet til Inger Marie Egenberg viser at kvaliteten på tjæra har avgjerande betydning for korleis den dannar film. At den er milebrent på tradisjonelt vis er avgjerande. Dei ulike tappingane i løpet av brenninga av mila har tjæra ulik kvalitet. Tidleg i brenninga kjem det tjære som lettare dannar film. Ved tradisjonell milebrenning er det mogleg å halde dei ulike fraksjonane skilde. Eg vil skaffe meg tjære av ulike fraksjonar for å samanlikne det på høvlane.
Reinsleden er bygd av Johan Beddari i Pasvik. Eg penslar på rein tjære på treverket som er bjørk. Foto: Siv HolminEg brukar ei bensinfyrt blåselampe for å brenne tjæren inn i veden. På denne måten vert overflata snarare tørr og kleber mindre. Arbeidsmåten har eg lært av sledemakaren Johan Beddari. Foto: Siv Holmin
Eit spørsmål som også kan vere greitt å stille er om snikkaren har sett inn høvlane med ei form for grunning med dei same dei var ferdige? Det er i alle fall slåande at fargen på mange av høvlane er tydeleg i fernissen og ikkje har trekt særleg inn i treverket. Limvatn (sterkt utvatna hornlim) er noko eg har prøvd på mine høvlar. Det mettar treverket der det er motved eller endeved. Då trekker ikkje treverket ulikt i riktig så stor grad. Eg tenkjer meg at snikkaren gjerne har laga høvlar etter behov. Då har han kanskje ville ta høvelen i bruk så snart han er ferdig. Mine erfaringar med å ta nylaga høvlar i bruk er at dei snart blir skitne. Særleg den lyse bjørka trekker til seg skitt og blir ikkje spesielt fin. Å smørje slike høvlar med ein farga ferniss av eitt eller anna slag fjernar ikkje denne misfarginga. Ved å smørje høvelen med limvatn blir overflata lettare å halde rein fram til han får ferniss.
Eg har tidlegare skrive litt om korleis vi kan sjå spor etter skottbenken i vårt naboland Sverige. Det har vore lite respons på bloggen i form av kommentarar frå svenskane. Ut frå besøksstatistikken på bloggen og ut frå e-postar frå våre svenske vener ser eg tydeleg at det er ting på gang også i Sverige. Frå tømraren Pierre Bosson i Småland har eg fått tilsendt nokre bilete av ein høvel som har tydeleg slektskap med ein skottokse sidan han har meiar som fungerer som djupne-stopp.
Høvelen til Pierre med målestokk. Profilen i sålen tyder på at dette er ein høvel til å høvle dekklister, eller locklister som Pierre skriv på svensk. Altså lister som ligg utanpå smale fuger mellom underborda. Det blir som ein variant av tømmermanskleding. Foto: Pierre BossonDekklisthøvelen frå sida. Høvelen ser ut til å ha vore utstyrt med handtak som på ein okshøvel. Foto: Pierre Bosson
Høvling av slike dekklister til eit hus var nok eit ganske stort arbeid. Det er nok derfor denne høvelen er utstyrt med hol for å sette inn handtak som på ein okshøvel. Høgda på meiane på høvelen er nok laga slik at dei bestemmer dimensjonen på lista. Når meiane når nedpå underlaget som emnet ligg på har lista riktig dimensjon? Høvelen fungerer nok på ein plan benk og er ikkje avhengig av skottbenk for å fungere. Likevel brukar høvelen same prinsippet som høvlane til skottbenken. Pierre skriv om høvelen: «Den kommer i från Gränna i Jönköpings län. Jag köpte ett parti av hyvlar och stämjärn efter en snickare som hade varit verksam fram till 1940 talet».
Karl-Magnus Melin, ein tømrar i Skåne, har sendt meg bilete av nokre høvlar som minner enda meir om skottbenkhøvlar. Desse høvlane er eg nokså sikker på er tilsvarande våre skottoksar og høyrer saman med skottbenk og retting av bordkantar. Han har fotografert høvlane i Småland i Sverige.
Okshøvel med påspikra lister til meier. Denne er veldig lik tilsvarande høvlar i Noreg. Foto: Karl-Magnus MelinNok ein okshøvel med påspikra lister for å fungere som skottokse. Denne har også ei ekstra list som gjer opninga i sålen smalare. Kanskje det kan vere til eit anna bruksområde enn skottbenk? Foto: Karl-Magnus Melin
Eg held fram med å undersøkje meir kring skottbenken og utbreiinga han har hatt i Sverige. Kom gjerne med innspel i form av kommentarar til denne posten.
Som dei føregåande postane dei siste dagane så er denne også om framgangsmåten for å lage golvplog med utgangspunkt i eit sett med originale plogar frå fyste halvdel av 1800-talet. Høvelen er funksjonell men handtaka skal formast til og kantane på høvelen skal rundast som på den gamle høvelen. Klikk på bileta for å opne dei i visningsmodus og få fram teksten som høyrer med.
Lengda på høvelen vart merka opp og vinkla rundt i samband med oppmerking av høvelstokken. Dette er forklart i den første posten om høvelmakinga. Den originale høvelen er støthøvla i endeveden men det er spor etter saga på eit par stader. Om det har vore ei bakksag eller ei grindsag er vanskeleg å seie. Eg sagar med ei bakksag. Foto: Roald Renmælmo
Rundinga av kantane har ei markert avslutning eit stykke ned på sida. Denne markeringa er gjort med ripmot frå undersida. Foto: Roald Renmælmo
Kantane er runda mot ein riss som er ein liten ¼» frå kanten. Eg stilte ripmoten på 5,5 mm og ripa tydeleg til kvar side. Foto: Roald Renmælmo
Med ein sletthøvel høvlar eg kanten. Først lagar eg ein fas på 45 grader som får ei flate på litt over 4 mm. Bredda på flata omlag like stor som summen av flatene som står att inn til rissen. Så rundar eg ut frå denne flata ut mot rissen. Foto: Roald Renmælmo
Eg stikk djupare med eit tappjarn der rundinga skal avsluttast i endane. Tappjarnet går i rissen som er merka på sida. Foto: Roald Renmælmo
På kantane i endane brukar eg eit stemjarn og stikk ut veden på same måte som med høvlinga. Foto: Roald Renmælmo
Her er det skore ein 45 grader fas ned til stoppmerket. Foto: Roald Renmælmo
Alle kantane mot endeveden er greiast å skjere til med eit kvast stemjarn. Foto: Roald Renmælmo
Når kantane er grovskore med stemjarnet kan ein runde overgangane med ei fil. Foto: Roald Renmælmo
Det er vanleg at høvlane i mitt område har ein slagknapp av jarn i bakkant. Desse kan vere smidd spesielt til dette eller det er ein kappa spikar med stort hovud. Eg brukar 4″ eller 5″ smidd spikar som eg kappar til omlag 1 ½» – 2″ lengd. Foto: Roald Renmælmo
Eg førborar for slagknappen. Foto: Roald Renmælmo
Eg slår inn slagknappen med hammar. Fordelen med ein slagknapp av jarn er at det er lettare å justere høveltanna med ein liten hammar og ein sparar slitasje på høvelstokken. Foto: Roald Renmælmo
Mange gamle høvlar er stempla med bokstavane til han som har laga høvelen. Eg har laga meg eit lite stempel med mine bokstavar. Foto: Roald Renmælmo
Her stemplar eg 5 gongar i framkanten av høvelstokken slik det er gjort på den gamle høvelen. Foto: Roald Renmælmo
Ferdig stempla høvelstokk. Foto: Roald Renmælmo
Å spikke slike handtak kan sikkert gjerast til eit lite spikkekurs. Eg vel å ikkje gå for langt inn i detaljane. Her har eg saga inn 3 mm til eit referansedjup og spikka meg inn mot dette. Foto: Roald Renmælmo
Eg har så runda endane av skafta mot ein spiss. Dette kan sikkert med fordel gjerast etter nokre malar som ein legg på emnet og merkar etter. Eg spikka på frihand etter nokre referansepunkt. Gode spikkeknivar som er skikkelig kvessa er nødvendig. Foto: Roald Renmælmo
Handtaka er runda på tilsvarande vis som høvelstokken. Eg merkar dette med passar. Foto: Roald Renmælmo
Eg spikkar rundinga på same måten. Først ein 45 grader fas og så rundar eg denne. Foto: Roald Renmælmo
Inni rundingane er det greitt å ha ein kniv med ein litt avlang spiss. Foto: Roald Renmælmo
Det er nødvendig og snu og spikke med veden. Å kjenne nokre sentrale spikkegrep før ein tar til med slikt arbeid er sikkert bra. Foto: Roald Renmælmo
Også her er det greitt å ta den siste rundinga med ei fil. Foto: Roald Renmælmo
Handtaka er ferdige og slått på plass. Høvelen står saman med nothøvelen som også er ferdig. Foto: Roald Renmælmo
Den ferdige høvelen saman med originalen. Den nye manglar overflatebehandling i ei eller anna form. Dette blir tatt opp i ein seinare post. Foto: Roald Renmælmo
No gjenstår overflatebehandling av høvelstokken før denne er ferdig. Då er det berre å slipe høvelstålet og prøvekjøre høvelen. Som regel blir det litt småjustering av kile og slikt i samband med prøvekjøringa. Det er også sentralt at dei pløgde borda passar nøyaktig saman. Det blir også ein del av prøvekjøringa, å sjå om det må til justering på høvlane.
Handtaka på okshøvlar kan festast på ulike måtar til stokken. Dette er eit kritisk punkt på høvlane og det er som regel handtaka som først blir øydelagde på slike høvlar. På høvelen eg kopierer er handtaka felt inn i eit gradspor i høvelstokken. Gradsporet er svakt konisk, det er ca 1 mm breiare i eine enden. Når handtaka er høvla tilsvarande konisk kan ein tre dei inn frå sida. På originalhøvelen er det spor etter at handtaka er gradhøvla før dei er forma til som handtak. Eg tolkar det som at dei er tilpassa til høvelstokken først og så forma til. Då kan dei ha litt ekstra lengd for å justerast når dei er ferdige. Biletserien verkar som dei førre, klikk på bilete du ynskjer å sjå og bruk piltastane for å gå mellom dei ulike bileta.
Eg startar med dimensjonerte emne som er 28 mm breie og 23 mm høge. Dei er så lange at dei ferdig stikk 3″ ut på kvar side, total lengd 226 mm ferdig. Dette er ut frå måla på handtaka på den originale høvelen. Eg høvlar graden med ein fast gradhøvel. Her brukar eg ei foring på landet for at ikkje gradsporet skal bli for djupt. Foto: Roald Renmælmo
Gradsporet er ferdig høvla på dei to emna. Det går frå null i eine enden og til det djupet som er på biletet. Foto: Roald Renmælmo
Eg stiller ripmoten inn etter bredda på gradhøvlinga på emna. Foto: Roald Renmælmo
Eg merkar djupne på gradsporet på dei stadene eg skal felle inn handtaka. Plasseringa på desse er tatt ut frå den originale høvelen. Foto: Roald Renmælmo
Eg måler vinkelen på graden på handtaka med svaivinkel og låser vinkelen. Foto: Roald Renmælmo
Eg fører over denne vinkelen på høvelstokken der eg skal felle inn handtaket. Eg vinklar på begge sider av stokken det som blir eine sida av hantaket. Foto: Roald Renmælmo
Eg plasserer handtaka oppå høvelstokken og sentrer dei og merkar av på handtaket der det treff kanten på høvelstokken på kvar side. Foto: Roald Renmælmo
Målet fører eg over på høveslstokken langs rissen etter ripmoten. Då har eg bredda på gradsporet slik at det passar med handtaket. Foto: Roald Renmælmo
Frå dette merket vinklar eg over med same vinkelmål som eg har stilt inn svaivinkelen på. Foto: Roald Renmælmo
Eg tar tilsvarande mål på andre sida. Foto: Roald Renmælmo
Her fører eg også over same mål med passar. Foto: Roald Renmælmo
Og vinklar over med svaivinkelen. Foto: Roald Renmælmo
Eg rissar over mellom streka på sidene for å ha betre styring på saga. Foto: Roald Renmælmo
Eg sagar med ei fintanna sag heilt i kanten på streken på kvar side + eit sagskår på midten. Foto: Roald Renmælmo
Eit smalt stemjarn høver godt for å skjere ut veden mellom sagskåra. Foto: Roald Renmælmo
Når ein har målt rett, merka rett og saga rett så skal det bli rett, men det er greitt å prøve. Når eg saga slik at streken stod att i kanten av sagskåret vart det passe trongt. Foto: Roald Renmælmo
Eg kan tre handtaket lett på inn men må slå med ein lett hammar den siste biten. Det skal vere så trongt at du også må slå det laus med hammaren. Ver forsiktig med å slå for hardt eller for mykje. Det kan kløyve ut veden i høvelstokken. Foto: Roald Renmælmo
Tilsvarande saging for det andre handtaket. Det er greitt å tilpasse eitt i gongen slik at du kan justere på det andre handtaket etter erfaringane med det første. Foto: Roald Renmælmo
Utskjering av gradspor for det andre handtaket. Foto: Roald Renmælmo
No er handtaka ferdig tilpassa. For høvling av kantar og slikt må dei av ein gong. Merk dei slik at du ikkje byter plass på dei når du set dei fast permanent. Foto: Roald Renmælmo
Ein høvel må ha ein kile som låser høveltanna godt og som ikkje stoppar høvelspona på tur opp gjennom sponrommet. Kilen må ligge plant mot høveltanna og passe godt i kilegangen. For å få til dette er det lurt å sjekke om høveltanna er rimeleg flat oppå. Om ho er det kan du høvle kilen plan på det som vert undersida og det gjer arbeidet mykje enklare. Elles må du kanskje justere kilen etter tanna. Det er også viktig at høveltanna er tilpassa godt til senga og ligg stødig. Er tanna ujamn så må du justere senga etter det. Er tanna for ujamn kan det løne seg å slipe eller file til tanna på undersida. Det er ikkje uvanleg å sjå spor etter slik filing på undersida av gamle høvelstål. Framsida av kilegangen må vere mest mogleg plan, ha same koning på begge sider og helst vere like stor på begge sider. Er den ikkje det må du kanskje justere kilen etter korleis det ser ut, eventuelt justere kilegangen. Billedserien viser framgangsmåten for å lage kilen til høvelen. Klikk på bileta for visningsmodus. Du kan bruke piltastane på tastaturet for å gå fram og tilbake.
For å få eit mål på kor stor kilen må vere så måler eg først bredda på kilegangen, her er det 49 mm. Så måler eg lengda på kilegangen frå sponåpninga og opp. Her er det ca 2 ½». Foto: Roald Renmælmo
Så måler eg i øverkant av kilegangen, vinkelrett på stålet kor tjukk kilen må vere. Her er det ca ⅝». Foto: Roald Renmælmo
Så måler eg kor tjukk kilen må vere for å fylle ut fram mot sponåpninga. Her var det 3/16″. Foto: Roald Renmælmo
Eg høvlar til og dimensjonerer eit emne av bjørk til kile. I utgangspunktet høvlar eg det 50 mm bredt, ¾» tjukt og 5 ½» langt. Foto: Roald Renmælmo
Emnet vert vinkla rundt i eine enden. Foto: Roald Renmælmo
Frå vinklinga set eg av lengdemålet frå kilegangen, 2 ½». Foto: Roald Renmælmo
På dette lengdemålet set eg av tjukna på kilen i starten av kilgangen. Her er det ⅝». Tilsvarande set eg av 3/16″ på punktet i enden der eg vinkla over. Foto: Roald Renmælmo
Eg legg alenstokken mellom punkta eg har merka opp og rissar. Same operasjon gjer eg også på andre sida. Foto: Roald Renmælmo
Emnet er ferdig merka. Foto: Roald Renmælmo
Ei skuvtennt (langvedtanning) grindsag er høveleg til å sage ut kilen. Eg sagar på overmål og høvlar til det siste. Foto: Roald Renmælmo
Det kan vere tungvindt å høvle til ein slik kile. Eg har laga meg til ein kloss som er 2 ½» tjukk og med ei tynn list limt på som høvelstopp i framkant. Foto: Roald Renmælmo
Eg høvlar ned til streken. Foto: Roald Renmælmo
Kilen er ferdig høvla konisk. Foto: Roald Renmælmo
For å prøve kilen må han høvlast til på bredda for å gå inn i kilegangen. Her er det viktig å ikkje høvle for mykje i den tynne enden. Her bør den fylle heilt ut i sidene. I den tjukke enden kan det godt vere litt romt. Foto: Roald Renmælmo
Kilen bør slutte jamnt til kilegangen på begge sider. Foto: Roald Renmælmo
Kilen er sett i etter justering. Her er rissen for utmålinga kome akkurat ned til inngangen av kilegangen. Merkinga var med andre ord ganske presis. No merkar eg på for utsaging av åping for sponrommet. Foto: Roald Renmælmo
Eg sagar ut på sidene for åpninga. Pass på å sett att litt material til skråen og justering. Ikkje sag heilt til streken etter kanten av sponrommet. Foto: Roald Renmælmo
Eit lite hoggjarn kan brukast til å grovhogge ut veden. Eg hogg litt lett frå begge sider for å ikkje få utflising. Foto: Roald Renmælmo
Kilen har grovhogd åpning for sponrommet. Eg har også skore ut for skruven i høvelstålet. Foto: Roald Renmælmo
For å ikkje lage ein bratt vegg som spona hektar seg fast i skjer eg framkanten skrå. Foto: Roald Renmælmo
Kilen på den originale høvelen eg kopierer har innvendig runding i framkant. Denne skjer eg ut med ein kvass kniv. Foto: Roald Renmælmo
Eg grovskjer sidene innvendig på armane på kilen. Her blir det justert seinare. Foto: Roald Renmælmo
Kilen er grovskore. Foto: Roald Renmælmo
Sidene av sponrommet er utvida mot framkanten for å gi betre rom til spona. No justerer eg dei til ferdig form. Foto: Roald Renmælmo
Eg pussar også over framkanten av sponrommet etter at sidene er ferdige. Foto: Roald Renmælmo
Sponrom kan ha mange ulike utformingar og også fasing av kantane innvendig er det ulike måtar å skjere. På denne høvelen er det ganske rette fasar som er omlag 45 grader. Foto: Roald Renmælmo
Fasinga vert på same måten i framkant. Foto: Roald Renmælmo
I starten av kilgangen blir det ein skarp kant. Denne er vanleg å fase. Foto: Roald Renmælmo
Når sidene av sponrommet er ferdig merkar eg på armane på kilen for tilskjering av desse. Foto: Roald Renmælmo
Merka på armane på kilen. Foto: Roald Renmælmo
Siste finpussen av kilen og armane på kilen. Armane skal stoppe ørlite bak egga på høveltanna og så skjerast ut i spiss. Innvendig skal sida på armane vere litt skrå oppover for å føre spona oppover. Foto: Roald Renmælmo
Kilen er ferdig. Legg merke til korleis armane er avslutta framme. Dei skal danne ein jamn overgang frå sida av kilegangen slik at høvelspona ikkje har nokon stader å hekte seg fast. Foto: Roald Renmælmo
Kilen er på plass i ferdig sponrom. Foto: Roald Renmælmo
Når høveltanna er ferdig tilpassa er det klart for å høvle profilen i sålen. Dette er eit arbeid som må gjerast særs nøyaktig for at høvelen skal fungere godt. Ein god flyttplog, ein ploghøvel med stillbart land er nesten nødvendig for å få til dette arbeidet. Er du ikkje venn med ploghøvelen din på førehand så er ikkje denne høvlinga egna til å prøve den ut. Utprøving av høvelen må gjerast på førehand. Vanlege feil med slike høvlar er at landet ikkje er beint, at skøyta under ikkje er bein og at stålet ikkje sit godt eller passar til høvelen. Har du ein flyttplog med stillbar stopp på djupna så er det praktisk til dette arbeidet.
Flyttplogen til venstre i biletet er det viktigaste verktøyet til dette arbeidet. Min høvel er laga som kopi av høvelen til Knut Larsen Høis (1799-1882) og er 12″ lang. Ripmoten er også kopi av ein original som var brukt av Knut. Foto: Roald Renmælmo
Mitt utgangspunkt er at nothøvelen i plogsettet er ferdig og prøvekjørt. Den blir då referansen for høvling av profilen i sålen på fjørhøvelen. Foto: Roald Renmælmo
All merking gjer eg frå det som blir venstre side av høvelen slik høvelen er i bruk. Eg stiller først ripmoten slik at dei to spissane er 1 mm lengre frå kvarandre enn bredda på den vesle tanna som er 9,4 mm brei. Foto: Roald Renmælmo
Ripmoten blir stilt inn på riktig avstand i høve til kor den vesle tanna står. Foto: Roald Renmælmo
Nota er merka av i sålen. Foto: Roald Renmælmo
Målet blir også slått over på endeveden og eit merke for 14 mm djupne blir sett. Foto: Roald Renmælmo
Tanna på min flyttplog er bare 7 mm brei så eg høvlar sporet på 10.5 mm i to omgangar på bredda. Eg har laga meg eit anlegg for pløyinga ved å spenne fast ein 2″ x 6″ med killingfoten og støytt mot eine sida av benkehaken. Då får eg andre sida av benkehaken til å støyte emnet mot. Det er viktig å ha god støtte i sida. Foto: Roald Renmælmo
Min flyttplog har ikkje justerbar stopp på djupna. Eg høvlar då kvart høveltak i heile lengda frå bakenden til framenden og prøvar å halde jamntjukke spon. Når eg då høvlar ned til merket for djupna i begge endar så veit eg at det er høveleg rett i botn av sporet. Det krev litt øving å halde flyttplogen rett så ikkje tanna riv i sida av sporet. Prøv først på ein prøvebit. Killingfoten som held fast sidestøtta er smidd av Mattias Helje etter ein svensk modell. Foto: Roald Renmælmo
Her er det høvla til rett djupne i 7 mm bredde ned til streken. Foto: Roald Renmælmo
Flyttplogen er stilt for å høvle resten av breidda på notsporet. Foto: Roald Renmælmo
Planet mellom meiane på høvelen er 3/16″ (5 mm) djupare enn planet på meiane. Eg brukar klossen som utgjer sidestøtta som prøvekloss for innstilling av flyttplogen. Eg stiller inn høvelen og høvlar opp eit spor. Så held eg høvelstokken mot dette sporet for å sjå om det passar med merkinga mi. Foto: Roald Renmælmo
Når høvlinga av sporet mot landet er ferdig så er det bare å høvle ned fleire notspor til rett djup. Desse treng ikkje å vere så nøyaktige. Foto: Roald Renmælmo
Eg høvlar det siste sporet. Foto: Roald Renmælmo
Eg brukar ein brei semshøvel til å høvle ned ryggane mellom notspora. Foto: Roald Renmælmo
Her er profilen i sålen ferdig høvla ned til streka som er synlege i endeveden. Foto: Roald Renmælmo
Profilen er ferdig høvla og tanna er sett i for å vise. Nota er litt breiare enn spalta i høveltanna. Avstanden mellom landet og nota må målast mellom innerkant av spalta i høveltanna og til landet. Foto: Roald Renmælmo
This post is a follow up on my friend Dennis that posted «Why old wooden planes look the way they do» on his blog today. That was his ansver to my question about finish on wooden planes in his earlier post about his workbench project. I am posting this to show some examples of how Norwegian planes looks. I write in English so that he could understand easier.
In my area in Norway it seems to have been common to make your own planes up to about 1920-1930. Therefore most planes are made from local grown wood and the most common is birch. In the last period with self made planes they seems to have a varnish without color, but earlier there is an interesting variety of colors. I have made a photo gallery with some of the planes I have at hand. Most of theese planes are from a tool chest with tools that was made and used by the master carpenter Knut Larsen Høis that lived from 1799 to 1882. It is mainly his planes I have been duplicating in my own work. The planes have not been cleaned. I will later post about my own experiments with different kinds of varnish on my own planes. I am still trying to find a finish that works and looks like the old planes. Click on the photos to open them in a viewer with text.
This plane is for grooving floor boards. It is from about 1860-1880 and seems to have been left without finish. It is not cleaned. It is from the tool chest that was used by the famous Knut Larsen Høis (1799-1882). Photo: Roald Renmælmo
This plane is from the same tool chest as the last. This is finished with a colored warnish. This plane is older, maybe from about 1830. It has not been cleaned. Photo: Roald Renmælmo
This is a moulding plane that seems to be among the oldest planes in the tool chest of Knut Larsen Høis. The color is very nice. The plane has not been cleaned. Photo: Roald Renmælmo
This plane has the name stamp of Knut Larsen Høis but are not from his tool chest. The plane seems to have its original finish. You can see the wear from his hands on the side. Photo: Roald Renmælmo
Details of the same plane. Photo: Roald Renmælmo
The same plane from the back. You can see that the color does not seem to be darker in the end grain. Photo: Roald Renmælmo
The ploug plane from the tool chest of Knut Larsen Høis. Photo: Roald Renmælmo
Another plane from his tool chest. Photo: Roald Renmælmo
Another of the planes from the chest. I believe that this plane is from his later years, about 1870. Photo: Roald Renmælmo
This large round plane would be one of his older planes and have a very nice color and the wear is also nice. Photo: Roald Renmælmo
This plane has the more modern shape of horn. It is from the same set of tools but might be later than the others. Photo: Roald Renmælmo
This plane has been modified around 1890-1910 and you can see the difference in color. Photo: Roald Renmælmo
This is also a plane from the same tool chest. It seems to be more like the «typical American planes». I dit believe that it was finished with pine tar. I have tried that on one of my own planes and it looks similar. Photo: Roald Renmælmo
This is a frame saw from a tool collection at a museum in Trøndelag. It has a very dark color. Photo: Roald Renmælmo
Theese tools have been posted in an earlier post and are dated 1874. Photo: Lars Aasdøl
Theese tools show some of the variety of colors, there could still be more variations. The vear on the tools show that the wood are not colored, the color is in the varnish. You are welcome to comment if you have any suggestions about this varnish.
Så langt er arbeidet med høvelen ganske likt slik det er for alle sletthøvlar og dei fleste høvlane med sponutkast midt på. Det som er spesielt på denne høvelen er den samansette høveltanna, den vesle tanna i midten som på denne høvelen justerer høgda på fjøra. Denne tanna er festa til hovudstålet med ein liten skruve for at det skal gå an å ta ståla frå kvarandre når dei skal slipast. Det er ikkje noko form for justering på denne festemåten så all lengdejustering må gjerast ved å slipe riktig lengde på vesletanna i høve til den store tanna.
Utgangspunktet mitt er å tilpasse den store tanna ferdig i senga i kilegangen. Når tanna passar nøyaktig i sidene og ligg stødig i senga så merkar eg av for holet for skruven og spalta for veslestålet. Foto: Roald Renmælmo
Her er det merka med sentermerke i skruveholet og ein svak riss for spalta. Foto: Roald Renmælmo
Det vesle stålet er tjukkare enn det store og er smidd til for å ligge på baksida der skruven går gjennom. Foto: Roald Renmælmo
Slik ser ståla ut frå sida. Foto: Roald Renmælmo
Her har eg lagt det vesle stålet på flata i senga og merka av omrisset for å hogge ut for det. Foto: Roald Renmælmo
Det vesle stålet byggjer 4 mm djupare enn det store stålet. Foto: Roald Renmælmo
Eg set av 4 mm på høvelstokken og merkar dette. Målet er frå planet til senga. Foto: Roald Renmælmo
Sidan det er så lite material som skal bort så brukar eg eit smalt stemjarn. Eg brukar eit låst fingergrep for å kontrollere jarnet så det ikkje glepp ut og skjer feil. Foto: Roald Renmælmo
Undervegs har eg prøvd om det vesle stålet passar nøyaktig. Foto: Roald Renmælmo
Her er prøving av veslestålet. Eg prøver det både laust og fastskruva til det store stålet. Det er viktig at det ikkje blir hogd for djupt. Det vesle stålet må ligge stødig mot treverket. Om det blir romt her kan det bli vibrasjon i stålet under høvling. Foto: Roald Renmælmo
Høvelstålet er ferdig felt inn i stokken. Både det vesle stålet og det store stålet ligg godt an mot senga. Det er heller ikkje for romt på sida av det vesle stålet. Foto: Roald Renmælmo
Når stålet er ferdig tilpassa brukar eg det som utgangspunkt for å høvle ut fasongen, profilen i sålen på høvelen. På førehand er dei to ståla til nothøvelen og fjørhøvelen slipt til så det passar nøyaktig. Nothøvelen må skjere ei not som er ørlite vidare enn fjøra. Vi snakkar om ca 0.1 mm. Når den eine av plogane er ferdig er det den som blir referansen for høvlinga av sålen på den andre høvelen. Her er verktøyet som skal brukast, flyttplog og ripmot. Foto: Roald Renmælmo





















")




















































































































































